Club Meeting: 30 August 2023 Report by: Bill Alden
Kevin stressed that Preparation is important
Start by drawing a plan to scale choosing two complementary shapes. A scale drawing will allow you to take measurements directly from the page.
The next stage is to prepare boards to desired thickness (10-15mm). Mark out your boards with rings a little larger than the plan dimensions and drill the centre to fit the mandrel (12mm) then cut the disks on the bandsaw. Sand the faces . Inner shape for gluing and outer shape for finishing later.
Turning
Prepare a thick tenon block for a 50mm chuck and drill a 12mm hole to fit the mandril. Stack the disks for the inner shape in the order on the plan on a mandril with the grain aligned and add backer pieces to support the end disks. The same procedure is followed for the outer shape
Tighten the mandril leaving excess length to protrude into headstock, and fit to a chuck using the tenon block Rough out the shape using 1800-2000rpm to help avoid chipping the edge. Use a shear cutting action on final cuts to get a clean cut with no tear out. Consider the grain direction and cut ‘uphill’ for a grain supported cut. Repeat for both shapes and sand to a finish.
Partial Assembly
The pieces are removed from the mandrels and restacked back on a mandrel in alternate pieces from the outside form and then the inside form. It could be possible at this point to stack the pieces put aside to make another piece however new top and bottom layers may have to be added. The grain direction is aligned the upper to be hollowed. Kevin then remounted the piece on the lathe in order to take off sharp edges of outer shape.
Glue all joints except the one between upper and lower sections. Use the mandrel as the clamp.
Glue in a dowel into the bottom half leaving a little dowel protruding to fill the bottom of the upper hollowed section.
Using a compression chuck to hold the upper half, drill with a Forstner bit to the desired depth (location of end of the dowel from the lower half).
Hollow inside of upper half. Bear in mind the wall thickness of inner shape.
Who would have thought a good story from going through the bottom of the bowl.
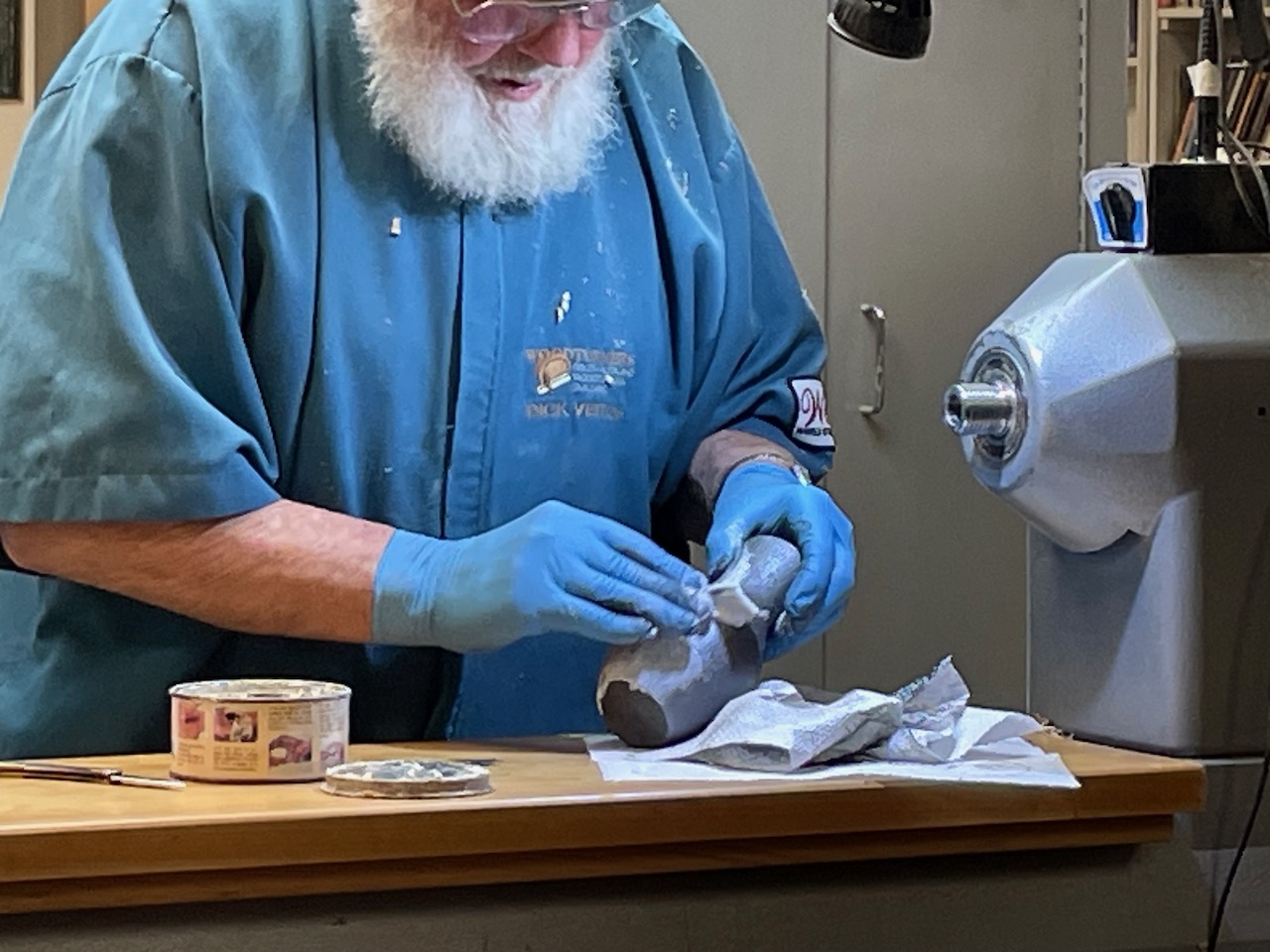
Dick Veitch demoing in the process for conjoined bowls as seen in SAWG project sheet. An interesting project work around paper joined pieces, calling on measuring skills and checking on basic turning skills.
As with many of Dick Veitch’s demo projects, measurements, are critical. The two bowls, paper joined, and the associated angles have to be equal and exact. The project plan as a good directive with the steps well laid out.
The wall thickness of the initial bowls are critical and requires that constant check the appropriate set of callipers. Measuring tools that work inside bowl. And that assist in even bowl thickness.
Even going to the bottom of the bowls as a difficult process. The measurements need to be accurate in order to control the separation of the pieces. Sometimes referred to as the fly off.
Sanding and finishing requires an evenness. The final process and gluing is part of planning and accumulating in the final “chosen” bowl options.
A good planning option,
a SAWG project one which checks each stage in progress.
Another cold winter’s night, but Jon’s well prepared and expertly delivered presentation was about to warm the bones with a lively and enjoyable demo.
Jon began by taking a look at the abundant use of threaded objects in everyday life, and then spoke to some examples of threading in the woodturner’s field of activity. Examples of salt and pepper shakers, pill boxes, and needle cases were accompanied by a warning: “you wouldn’t want the lid to come off a needle case in your pocket, you’d get a severe case of pins and needles in your leg.”
Next Jon gave us a straightforward description of what can be a reasonably complex subject: a thread is basically a spiral cut into a round object, with a particular shape of tool, at a specific pitch. Pitch is the distance between thread peaks. An external (male) thread and an internal (female) thread with the same diameter and cut with the same pitch can be screwed together. The two most used thread standards used in the world today are: imperial (USA) and metric (the rest of the world). The pitch for an imperial thread is measured by TPI (threads per inch), and the pitch for a metric thread is measured by the distance between the peaks of two adjacent threads in millimetres. An imperial thread of 16 tpi and a metric thread of 1.5mm are similar. Both have a thread depth of around 1mm. Both have a thread angle of 60°. These threads look fairly close in size, but they are not the same as the pitch is slightly different.
Jon is a metaller and adherent of Ozzie Osbourne… sorry strike that…Jon is an engineering machinist and discussed with us the key differences between a wood lathe and a metal lathe. Essentially a wood lathe has a fixed banjo/toolrest over which the operator uses a hand tool when turning objects. Whereas, a metal lathe has a carriage that can move along the lathe bed when in use. Both have a rotating chuck. Cutting threads on a metal lathe is a very precise mechanical process with little room for human error. Conversely manual thread chasing on a wood lathe using hand held tools is an imprecise process and requires skill and practice to achieve well cut threads. With this in mind, Jon set about researching how he could build a jig using his metal lathe which could be fitted to his wood lathe for thread cutting with the same precision as a metal lathe.
So, on to the jig itself. Simply described, the jig has a post which fits in the banjo. Affixed laterally to the top of the post is a dovetailed sliding mechanism. A knob allows controlled movement of the upper dovetail. This is used to adjust the depth of thread to be cut on the item being turned. At the end of the sliding dovetail mechanism is a spindle assembly which consists of a threaded spindle (16TPI) and a sleeve. This fits into the outer casing which is attached to the upper dovetail. At the end of the threaded spindle is a thread on which a chuck can be screwed. A 60° cutter is fitted to a MT2 collet, and that is fixed into the headstock spindle via a drawbar.
To cut the thread, the chuck holding the lid of the lidded box is screwed on to the jig’s threaded spindle and the jig is lined up parallel with the lathe bed. With the lathe turning at about 3000rpm, the jig’s spindle is advanced towards the cutter by turning the handle. Experimental passes ensure the jig is perfectly positioned to make the correct cut. I should mention that the tenon and rebate on the lidded box have already been turned square on the lathe to the appropriate length and have a relief cut at the end so that the cutter has a place to move in to when it reaches the end of the tenon or rebate. Once the jig is correctly positioned in relation to the cutter, Jon progresses his thread cutting in two passes. The first pass is 0.6mm and the second pass is 0.4mm more, to take it to the desired thread depth of 1.0mm. One complete turn of the depth knob equates to 1.0mm travel on the upper dovetail, and there are five détente positions of 0.2mm each so progress can be accurately measured. Jon applied CA glue to the threads to stiffen up the wood, so he made a final pass without adjusting the depth setting, just to clean out any CA glue and wood chips.
The thread on the lid duly completed successfully, Jon took it out of the chuck and replaced it in the chuck with the base of the box. Using Vernier calipers he measured the internal diameter of the thread on the lid and added 1.1mm to the measurement. This becomes the finished size of the male thread on the base (allows for a little bit of “slop” which caters to any movement which might occur in the wood, but also gives a fairly snug fit). He then repeated the process to make the external thread. Now comes a really clever enhancement – to test the fit of the lid to the base without losing any of the alignment settings for the jig, Jon has added a lockable hinge to the jig enabling the top part to be flipped back. In this case, voila, a perfect fit.
Just to let you know, I have never been in a toolroom, or seen a metal lathe. So the descriptions given in this report may, or may not, make sense to you. But I have tried to convey my understanding of how Jon made and used the threading jig. The good news is that Jon is a youtuber. “What’s that?” I hear echoing in the deep, amplified chambers of your hearing aid. Well, if you want to take a closer look at how Jon built his jig, there are two videos on YouTube in which Jon gives an interesting blow by blow description of his build. You can find these by following these links:
Jon’s handle on YouTube is The Hobby MachinistNZ and he has a YouTube channel with various other videos demonstrating his metalwork skills.
Thank you Jon for an entertaining demo. Your ingenious device is truly remarkable. And just to let people know, there are other jigs out there which do the same job, but as Bob indicated, they come at a considerable cost. Jon’s jig is definitely a one-off, but it is an impressive piece of kit. We could borrow it though, eh John?
John gave a demo tonight which intrigued many of the watchers and I was under strict orders to write the report clearly and accurately so others could make their own versions of the demonstrated pieces. To be frank, when John started out I thought this was going to be a complex piece, but ultimately it turned out to be a relatively simple turning but with dramatic effects.
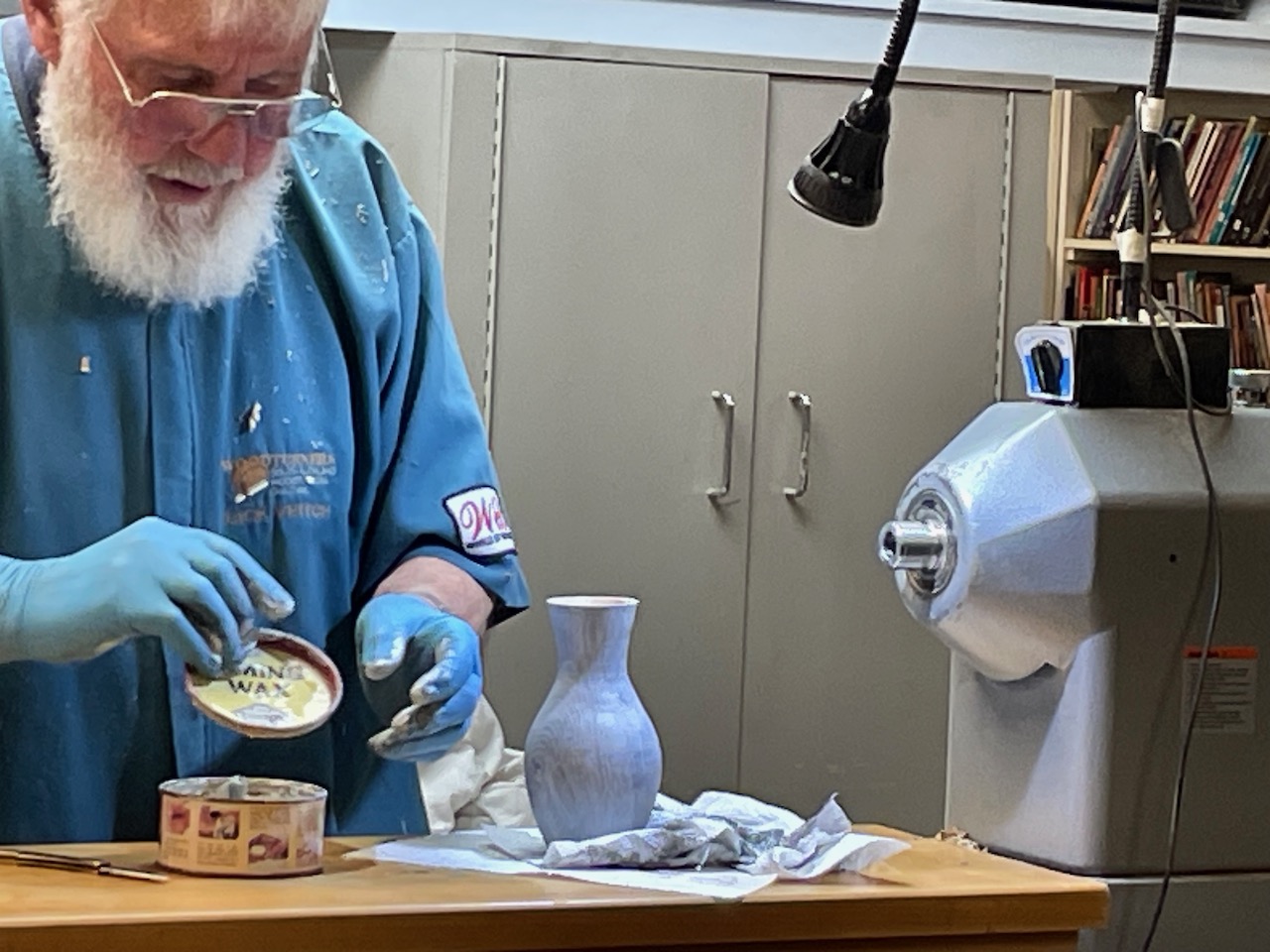
How do I begin to describe what John made? In essence, it was three stand-alone bud vases, which when placed next to each other were visualised as a single piece with a design on the front. However if the three vases were stood adjacent to each other in a staggered fashion, and rotated on a lazy susan, they presented as having four entirely different faces, each one a clever work of turned and coloured art. The pictures accompanying this report will help make it much clearer what I am trying to describe.
The starting point for this turning is a plan; this is essential as the pieces will be numbered and if constructed in the wrong order will destroy the end design. In fact John showed us an example where he thought he had it right, but when he lined it up the middle piece was wrong.
Take three matched blocks of any size – for the demo John’s blocks were 230mm high and 40mm square. Place the blocks alongside each other and mark the outer pattern dimension by scribing a 160mm diameter circle. Rule a line at each end to mark the finished size of 200mm. Number the face of each block on one end as per the plan (1 to 12; refer accompanying diagram).
Next, tape the three pieces together (faces 1, 2 and 3) and mark the centre. Place the three blocks centrally on a large round faceplate and screw a frame tightly around them to help hold them in place. Initially John screwed the three blocks on to the faceplate at each end as well, but he found that hot melt glue actually was better and held them securely. Check the balance by bringing the faceplate slowly up to speed.
Starting with the 160mm circle whose diameter you have already marked, form a cove or cut of any description. Be careful to get the outer dimension accurate as you will need to repeat this size on each of the four faces otherwise it won’t line up and will look odd. Also take care making this cut as it is a combination of wood and air. Now work your way inwards with any variety of cuts – coves, beads, v cuts, centre dome etc. As you work inwards, subsequent cuts are easier because they are all wood, no air, so more detail can be applied. Shortly you will be rotating the blocks to a new face (follow the numbers as per the plan) and creating a pattern on that face, and then the next, and then the last. The idea here is to create a different design on each face, so that the finished piece, when assembled and rotated on the lazy susan, shows a completely different picture on each face. This is easier said than done; the instinctive inclination is to make fairly similar cuts on each face, because you are working on a smallish canvas and obviously are limited to circular patterns. Be adventurous and use embellishments such as colour, texture, pyro, gilders paste etc. Frame your texturing with a point tool. You can highlight v cuts with a formica burn.
I’ve skipped ahead a bit, but you obviously need to complete one face at a time, including texturing and colouring, before moving on to the next. Don’t make the cuts too deep, just deep enough to show a pattern, and keep the speed fairly high to make a clean cut. All sanding has to be done by hand rather than power sanding; the latter is too brutal and will lose detail on the edges of cuts. All sanding and embellishments are completed while still on the faceplate, but remember that you can return it to the lathe at any time to add any extra detail, because the frame is still mounted. Remove any remaining pencil marks. To take the three blocks out of the frame so he could rotate them, John used isopropyl alcohol to soften the hot melt glue and scraped it off with a chisel.
Once the four faces are finished, take the first block and mount it between centres to turn a spigot for a 35mm chuck. Put it in the chuck and mark out for a rolled bead at the top and a pommel which forms a shoulder between the square block and the rounded top. With the tailstock up, make these cuts. Then with a 22mm forstner bit, drill a hole to create a bud vase. Tidy the top, and sand. Repeat this for each of the three blocks. John uses a drop saw to trim off the spigot, leaving a square base.
All present were thankful for John’s well planned and very clear delivery of a fascinating project, before slipping out early into a cold winter’s night.
Club Meeting: 2 August 2023 Report by: Kieran FitzGerald
Terry gave us a motivational insight into his multi-axis turning methods when he demonstrated a seder plate for us. The demo was well explained down to the smallest detail and accompanied by much humour from Terry. The crowd responded with a fair bit of ribbing, to which Terry said “Good to know who your friends are.”
Thanks Terry, we’re fortunate to have you to simplify these more advanced turning techniques for us.
Club Meeting: 26 July 2023 Report by: Kieran FitzGerald
Our club was privileged to host David Dernie as a guest demonstrator tonight. Dave is an accomplished turner who brings with him a lifetime of woodworking experience. Dave started his working career as a cabinet maker, before building for 38 years, and then adopting less physical roles of building inspector and trainer of building inspectors. The fact that Dave is an eloquent and witty speaker contributed to an enjoyable evening.
Dave showed us a finished piece which was to be the principle subject of his demo. This was an emerging bowl with a difference – it was in two pieces. Dave’s inspiration came from watching Terry demonstrate a traditional emerging bowl, and Dave was keen to indulge his liking of contrasting wood and at the same time challenge himself to create something a bit different. The result was a bowl in one colour, resting at an angled offset within a different coloured base, and at the same time managing to appear as if it was one piece.
Dave ran us through a PowerPoint presentation which illustrated the various steps in the production of the bowl. The nature of the construction technique lends itself to offering a large range of different designs and looks which can be achieved. To be honest the steps involved in making the piece are too difficult for me to adequately describe in a way which you would be able to follow. Essentially the bowl part was turned first, then the base piece was pre-marked, partially cut on a bandsaw, and screwed to a faceplate. The pencil marks showed how the finished piece was obliquely set within the blank. The blank was turned to exactly accommodate the size of the bowl, and then taken to the bandsaw to cut off the waste wood along the marks. Once cut out and placed flat on the table, the hollowing was not vertical, but tilting outwards. Luckily David has a pdf version of his PowerPoint presentation, and this is included with this report.
Further points to note are that Dave left a small tenon on the base of his bowl which aligned with a recess in the base, and served to keep the piece in alignment. To hold it together he also put magnets in each piece. Dave observed that timber with no grain direction, such as a burl, was best for this type of work. Unlike the traditional emerging bowl, it is not strictly essential that the bowl is spherical. Dave ensured his bowl fitted the base by chalking the hollow in the base, rotating the bowl in it, and observing the touch points, which he could then turn off.
To cap off his demonstration, Dave showed us how to turn another project using the same principles as his emerging bowl. This consisted of a small bowl set on a base at an angle, and with a Saturn-like ring. In Dave’s case, though, it was not a ring but a square, cut with end grain on all four sides. What makes this interesting, is that the hole in the ring, or square, has to match the angle of the bowl, and therefore is not a straight edged hole, but an ellipse. To achieve this and get an exact fit involves making an angled cut through the blank, and fastening the ring (or square) between the two pieces, and then completing the turning.
Please forgive me if this report fails to adequately describe the clever work that Dave showed us tonight. From the questions that were being asked I could tell that there was a lot of interest and admiration for these projects. Personally I find it mind boggling how he was able to work out the processes and design the jigs etc to facilitate these stunning works. Thanks very much Dave.
Denise is an adventurous woodturner who likes to explore the limits of woodturning and creative art that comes with the territory. On this occassion Denise chose to produce a life-like image of a rugby ball complete with lace-up entry, but only 1/3 the size.
Her starting point was a block of Kauri 180mm long and 100mm x 100mm square. This was rounded between centres with chuck spigots turned at each end.
To hollow the interior, the 180mm long round was parted off at 70mm.
With the smaller section removed the larger piece is still held in the lathe. First set it up to provide the interior overlap as for a lid, at approximately 65-70mm ID. Hollow out interior to match the shape of a rugby ball.
Chuck the smaller section and cut a lip to cover the interior overlap in the lower secton. Proceed to hollow out as for the bottom section.
Mount both sections ensuring a good fit. Use a small steb centre to hold in place.
With a pre-made exterior template, shape the exterior to match. Sand.
Using the tool rest draw four equally spaced horizontal lines from end to end. These are the stitch lines of a ball. A Dremel or carving tool can be used later to make a small groove. At the centre of one line drill six pairs of 2.5mm holes 8mm apart and 5mm each side of the stitch line. Leather lace to be installed later.
Tape the small end onto the base. After removing the tail stock finish shaping the end of the ball and sand.
Take the lower section and use the expanding chuck to lightly grip interior of opening. Use tailstock to secure and finish the rugby ball end. Hand sand the shape which was inaccessible when held in the tail stock.
Finish as per personal choice, ebonize, paint brown, fit lace, cut stitch lines.
To display, turn a base with hollow interior on which to place pointed end of ball.
Club Meeting: 21 June 2023 Report by: Kieran FitzGerald
What has the old master got in store for us this week? Dick’s demos always inform and entertain, so we wait expectantly. It starts off in a pretty routine manner – Dick takes a wet pin oak blank about 90 x 90 x 135 and turns it round between centres. After making a chuck bite at one end he mounts it in 50mm chuck jaws.
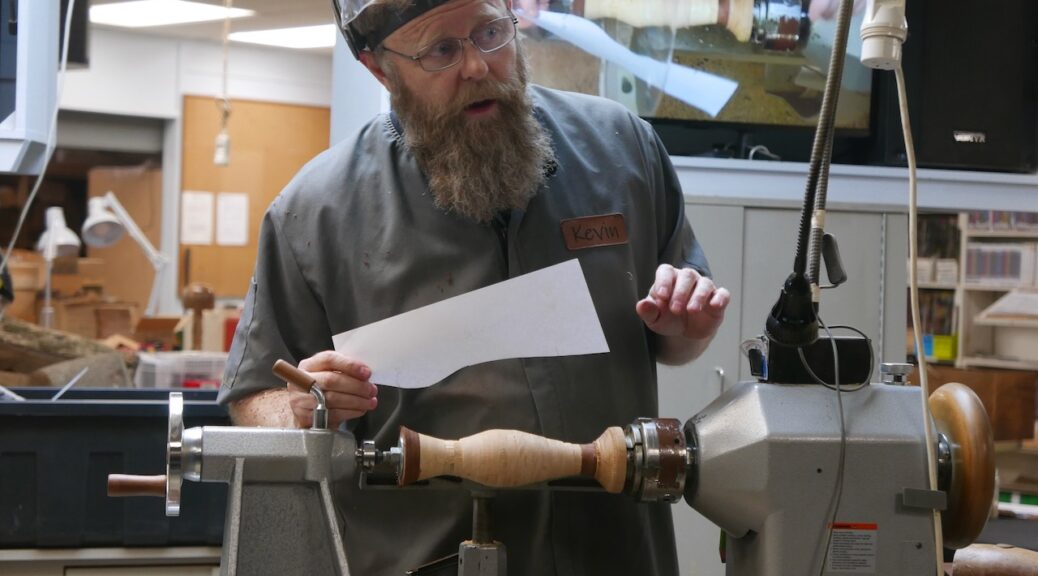
Applying the rule of thirds, he pencil marks at 45mm intervals and uses a spindle roughing gouge to quickly turn a pot shape. After facing off the neck end he takes a short 25mm forstner bit and commences to drill out the centre. He switches to a longer auger bit of the same width to complete drilling to a depth of about 125mm. The purpose of using the shorter drill bit to start the hole is to stop it wandering off centre. All the way along Dick is explaining his actions in detail so turners can take full advantage of the knowledge and experience he is passing on to us. Further tips about drilling included sharpening your drill bits and making a handle extension for the tailstock to allow extra leverage.
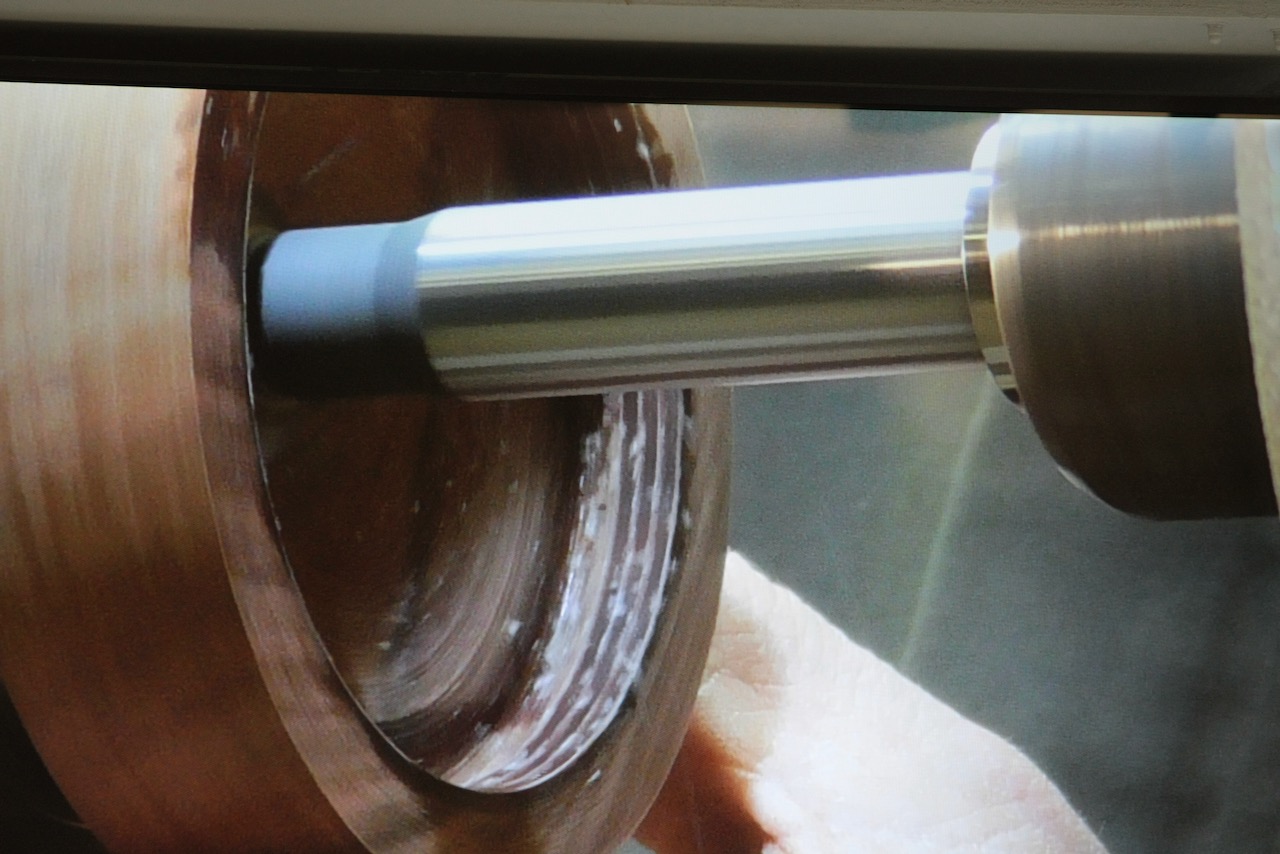
Dick hollowed the pot, starting with a spindle gouge and switching to a hollowing tool. He then substituted a partially completed pot from his magic box of tricks – the first of many pre-prepared pieces – and showed us how to take the spigot off using a hollow form reverse mount. This is pretty much a DIY tool consisting of a shaft with a sanding mandrel at one end and a cone which floats on the shaft and tightens with grub screws. The cone is fixed to a small faceplate. The mandrel fits inside the pot and secures the base against the tailstock. The cone fits inside the neck and is tightened down at the appropriate length to hold it snug. The whole affair secures the foot nicely to allow the base of the pot to be worked on. I’m guessing that because of the interest in this piece of apparatus that there will be a few more versions appearing in the workshops of club members.
So why is the demo named “Pot Black”? The answer became obvious as Dick produced pot after pot from his magic box and showed us techniques for enhancing the appearance by blackening them in a manner which totally highlighted the grain pattern.
He started with an NGR (non grain raising) black wood dye which he applied generously with a brush. Then he showed us how a significant amount of colour had penetrated through the wood to the inside of the pot. Next he took a pot which was already stained black, and simply put, didn’t look too great. After rubbing down with wire wool and applying a coat of Liberon Finishing Oil, the piece took on an improved, but not spectacular, appearance.
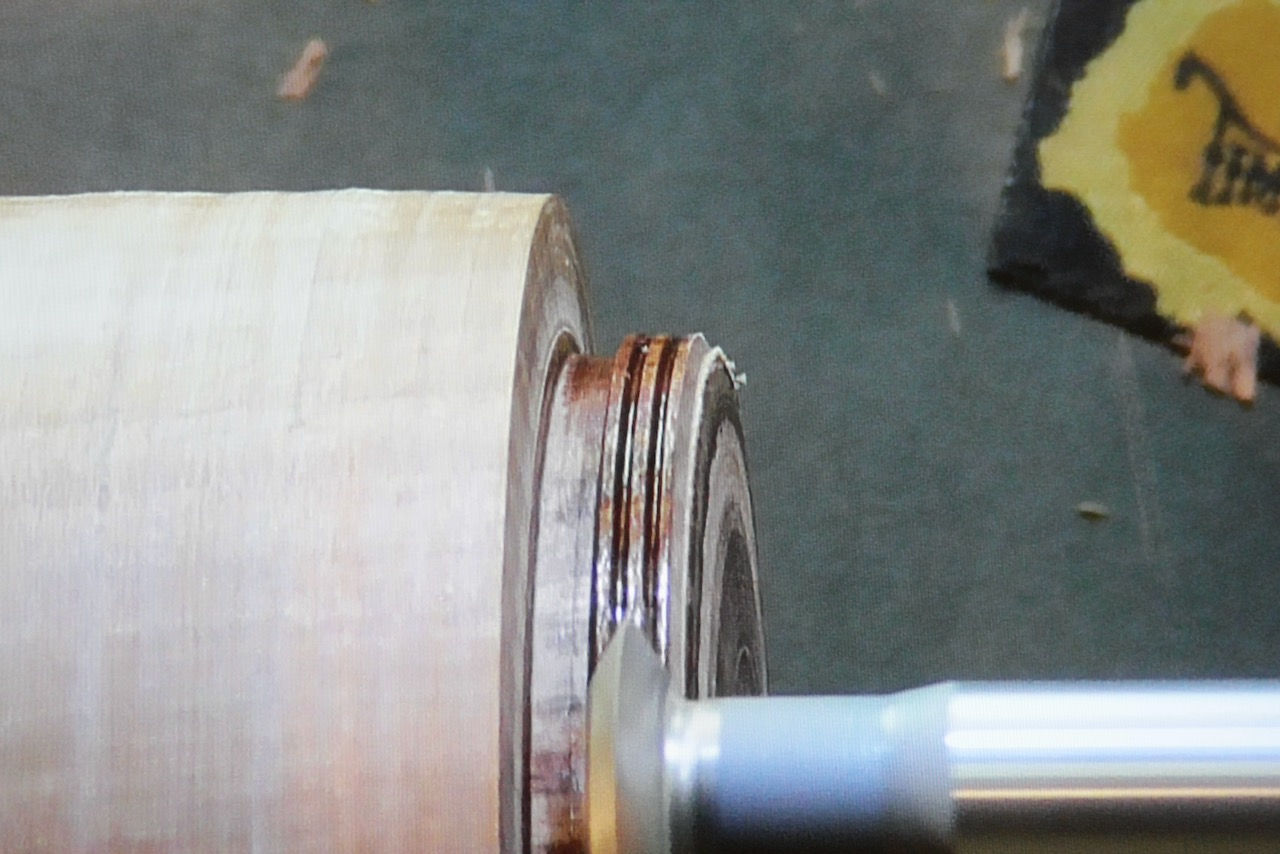
The next example was a pot which had been sand blasted, black stained and then rubbed down with wire wool. The sand blasting accentuates the grain pattern by taking away the softer wood between the grain lines. From experience Dick has learned that polishing grade crushed glass does the best job because other abrasives are too coarse. Then Dick thoroughly rubbed on Liberon Liming Wax with a soft rag (the tin says to use Liberon wire wool – Dick suspects that is a marketing ploy). After 3 to 5 minutes drying time he rubbed on generous amounts of the finishing oil with a paper towel. The surface wax is removed leaving the grain elegantly highlighted with the embedded liming wax. To get all the surplus wax off requires folding the paper towel to a clean surface or using several clean paper towels. This approach delivers a highly pleasing finish, and the process is completed by applying at least two more coats of finishing oil on successive days.
Next up was a pot which was ebonised. Ebonising is a process in which a solution is made up by leaving steel wool in vinegar for a few days, and applied to the wood. The acetic acid solution reacts with the tannin in the wood and turns the wood black. Tannin bearing woods like oak are suited to this process. This pot was rubbed down with black patinating wax (instead of the liming wax), and when the finishing oil was rubbed on, it brought out the grain beautifully. Sand blasting first and then ebonising will create bolder black lines and further enhance the look.
Some discussion took place around the effectiveness of using tea in the ebonising process. Dick’s conclusion is that tea contains tannin, and adding tannin to tannin has minimal effect.
Dick tried a pot with Artist black acrylic paint and white wax. This thicker viscosity of the paint tended to fill the grain more than Dick liked and was not quite so effective.
The next examples demonstrated the use of Dazzling Metallic acrylic paints by Deco Art. These are the pearlescent paints used so effectively by Robbie Graham in his work. The paints can be bought on line from Hobby Land, and come in a range of brilliant colours. Dick applied the black paint to a pot which was not sand blasted and the lines didn’t show up too well. Applying it to a sand blasted pot gave a better result. After the liming wax and finishing oil the pot still looked more grey than black, probably due to the pearlescence in the paint. Using the blue coloured Dazzling Metallic created a very beautiful wedgewood like effect.
Further methods for blackening included burning and fuming. Burning worked to a degree, but it was a little hard to control without over burning. Fuming is a process which Dick followed by popping a pot in a Sistema plastic container along with 4 little pots of cloudy ammonia cleaner. In Dick’s example the black was not very dramatic, but depending on the wood stronger effects can be achieved. Oak can also be darkened by using a baking soda solution.
Although Dick did not have examples of these, the audience mentioned the use of wire brushing and Kiwi black nugget for achieving grain highlight effects.
The demonstration illustrated the huge variety of finishing effects that can be achieved in simple and inexpensive ways, although Dick’s demonstration clearly showed that sand blasting as part of the process was a key ingredient for superior results. Preferred woods for grain highlighting are oak, cedar and ash.
Experimenting with different waxes, colours, processes etc can produce a wide range of results, so fill yer boots. I for one will definitely be buying some liming wax and probably the metallic paints.
Terry put forward a project designed to increase your skills productivity and process. The double sided wing project was a project in keeping to task. The project, arising from past work, is designed for hardwood such as Blackwood, Black Mairi and Kwila.
The preparation is detailed, checking the lathe set up and alignment, measurements of lathe swing, consideration of clearances, grain direction, and the true squareness of the block.
The block preparation is critical, measuring and both sides, describing and definition and/or defining of cut-out sections with marking. Measurement of the cut out sections has to be correct as they form the key visual part of the lids. And, in essence, the carryover wood for the raised lips.
The spigots require equal attention, and the process involved is standard for all turned bowls. A quiet little quirk of this exercise is that there are two bowls, each opening on opposite sides of the wood wing. Each demanding checking and measurement, and the marking is to which is the correct side.
Care and attention around the completion of the spigots. Marking the toolrest can help as a reference to where the danger is. As Terry explained, in an interesting side issue with the swinging wings: Step back and away, and do not go sideways as catching the moving things (wings) can be harmful.
Similar comment is made about clearances of the base feature and working on the correct side of course. Terry noted the exercise involves the form of hidden or ghost turning. Present at all stages; the shaping of the rim, correcting the bead, shaping the bowl or box, and the final cuts.
Base thickness needs to be even. Thickness targets have to be predetermined and regularly measured as part of the normal process. However, Terry noted with a smile, that that there are appropriate times i.e. not when the base wing is still moving.
Along with the base measurement comment is a correct choice of tools. There are tools for each of the steps. Parallel comes the identification of top and bottom, or bottom and top lids, bases and rims. Identification is critical. Measurement is always coming up, checking. Again, mentioned these while making sure of your place in the project plans and processes. An example given; it is helpful to drill the correct depth for hollowing of the bowl or box. Incorrect depth lets light into the work.
Jigs and the appropriate tool rest raises its head at the later part of the project. The process standard for lidded boxes and/or bowls. Amongst all this process and planning. Lathe speeds to be checked, at each change between vessel and lids as the box progresses
Terry stated that there is a multitude of options, each carrying a respective set of steps, and good challenges.
Variations can be found among the plans on this website such as Bowl, Wavy One Wing
Kieran started the demo by mounting a bowl blank on a screw chuck, and proceeded to chat about needing to consider what would be a shape that would make a good canvas for the airbrushing. He turned an ogee like shape on the bottom.
“Ogee is any variation of an S shape”
Kieran Fitzgerald
Kieran then talked about his compressor with a tank capacity of 21l, which is only really any good for the airbrush as it cannot sustain the requirements of a full sized spray gun. Although it works fine with a toolshed touch up gun.
His airbrush is a $16 trademe item and pressure on the compressor should be set to about 25-30psi – this should be checked with air flowing through the airbrush.
For colour he was using u-Beaut water based dyes. He decants the dye into a pill container, and dilutes with water (3 sprays to 2 drops).
Then he explained the dual action of the airbrush – down for air, pull back for flow.
On the piece of wood that he had now mounted on the lathe, he sprayed yellow, red, green and then cedar. Drying was aided by a heat gun. Then danish oil was rubbed over the piece – which seemed to enhance the blending of the colours.
The next step is to hollow the bowl to get a sharp edge between the colour and the wood.
Alternatively on a bowl that is already hollowed you need to mask – either mask to the edge, or mask over the edge and cut it off at the edge were two suggested alternatives.
Once hollowed the piece was then sealed with a spray can of clear acrylic. Two tips came out during this – clean spray nozzle by tipping can upside down and spraying until clear – store cans upside down as it keeps better.
Next onto another piece with a hammered finish.
The final piece had pieces of tape put across it, then airbrushed black, tape was moved then red applied, tape was moved again and blue was sprayed. The piece was then sealed with clear.
We then got a recipe for a cleaning solution:
1 part tap water 1 part isopropyl alcohol 1 part windows cleaner 2-3 drops of dishwashing liquid.
Kieran gave a great and lively demo, full of information that was presented it all in a very approachable way. I look forward to seeing the results of others having a go at some of the things we were shown